


Materials
Aggregates
Aggregates constitute up to 85% of the Roller Compacted Concrete mixture volume and they play an influential role in the workability, density, strength and durability of the mix. Roller Compacted Concrete differs from conventional concrete in its gradation requirements. The different gradation requirement comes from the need of the Roller Compacted Concrete aggregate skeleton to be consolidated under compaction efforts from the paver and the steel drum and rubber-tire rollers. The fine and coarse aggregate gradation should be selected to ensure workability, compactability, and surface finish.
Selection of proper aggregates and aggregate gradation for Roller Compacted Concrete pavements reduces the potential for segregation and improves the strength and durability of the pavement. Aggregate selection will also affect both the water requirements and the amount of cementitious materials needed.
Aggregates should be well-graded and of high quality. Similar aggregates used in conventional PCC work well in Roller Compacted Concrete as long as they are tested for quality and consistency. Practices for selecting and blending aggregates may vary depending on local practices, construction specifications, severity of exposure, and availability of different sizes, as well as the convenience of the concrete producer and contractor and the economic environment. Crushed or uncrushed aggregates or blends may be used in Roller Compacted Concrete mixtures, depending primarily on availability.
A dense, well-graded aggregate blend is most desirable. Although aggregate suppliers may supply one product meeting the proper aggregate gradation, in most cases, fine and coarse products are blended to produce the desired combined gradation.
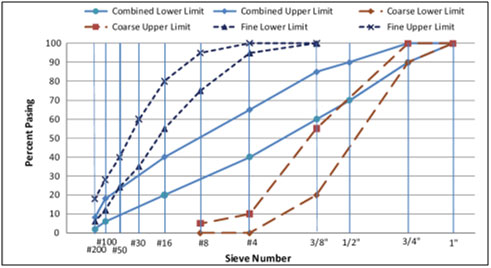
Graph courtesy of Portland Cement Association
This graph shows a suggested combined aggregate band, as well as gradation bands for fine and coarse aggregate. Products falling within the fine and coarse bands may be blended at appropriate proportions to produce the desired combined gradation.
Coarse Aggregates
Coarse aggregates meeting ASTM C33/AASHTO M6/M80 standards are recommended for Roller Compacted Concrete mixtures. Coarse aggregates are often limited to a Nominal Maximum Size of Aggregate (NMSA) of ¾ inch to prevent segregation and achieve a tight surface. Typical NMSA varies from 5/8 inch to ¾ inch.
NMSAs larger than ¾ inch (up to 1 ½”) can be used and, if properly proportioned (with adequate fines), can render a good quality finish. Larger NMSAs are typically used for non-wearing course or secondary applications where surface appearance is not of high importance. NMSAs smaller than ¾ inch (as small as ½ inch) can be used to reduce segregation, enhance cohesiveness, provide a closed surface, and improve riding quality. However, smaller NMSAs may increase the cement consumption.
Like coarse aggregates, fine aggregates should also meet ASTM C33/AASHTO M6/M80. The use of fines passing the No. 200 sieve, if they are non-plastic, may help reduce the fine aggregate voids in Roller Compacted Concrete mixtures.
Fine Aggregates
 The Roller Compacted Concrete aggregate skeleton, which is consolidated under compaction efforts, is significantly affected by the fine aggregates. A higher amount of fine aggregates allows for the reduction of cement and corresponding paste, which, when balanced by the proper gradation with coarse aggregate, provides for a compactable and durable mixture.
The Roller Compacted Concrete aggregate skeleton, which is consolidated under compaction efforts, is significantly affected by the fine aggregates. A higher amount of fine aggregates allows for the reduction of cement and corresponding paste, which, when balanced by the proper gradation with coarse aggregate, provides for a compactable and durable mixture.
Like asphalt, when crushed fine aggregates are used, aggregate interlock is important for load carrying abilities. However unlike asphalt, Roller Compacted Concrete can use rounded fine aggregates since it has a very strong binder (cement mortar) compared to asphalt binder. As a result, naturally derived fine aggregate sources with a lack of angularity can be combined with properly graded coarse aggregate and a strong cement binder. The outcome is a single lift that can be up to 10 in. thick and still meet the required density.
Cementitious
The basic types of hydraulic cement, blended cements or a combination of hydraulic cement and a pozzolan can be used in the Roller Compacted Concrete mix. Like conventional concrete, materials used in Roller Compacted Concrete mixtures should be selected for chemical resistance to sulfate attack, potential alkali reactivity, and resistance to abrasion.
Type I and II cements are commonly used in Roller Compacted Concrete pavements. Type III can be used when early strength gain is required. Type V can be used when specific soils require high sulfate resistance. Cementitious materials should meet the requirements of ASTM C150 or ASTM C1157.
Supplementary cementitious materials (SCMs) can be used to provide additional fine material and ensure adequate compaction, particularly in mixtures containing standard-graded concrete fine aggregate. However, SCMs have not been extensively used in Roller Compacted Concrete mixtures in the United States and in particular the southeast.
Chemical Admixtures
To date, most usage has been in central batch and transit mixer operations. Admixtures have not commonly been used in pugmill operations.
Because Roller Compacted Concrete mixtures are very dry, admixtures must be added in higher quantities than that of conventional concrete in order to be effective. Any admixture considered should be tested prior to use to determine its effectiveness on fresh and hardened Roller Compacted Concrete properties. ASTM C494 should be consulted for any Roller Compacted Concrete placement.
It is important that when considering the use of a chemical admixture in Roller Compacted Concrete mixes, that proper laboratory and field testing should be conducted to ensure performance and compatibility. The testing will also verify the proper dosage rates for the admixtures which are different from conventional PCC.